
Textile manufacturing is an energy-intensive industry, and drying processes require significant amounts of energy. However, most optimization efforts have traditionally focused on the dryer itself. The prevalent practice still involves the use of
stenter frames in combination with padders to apply the required chemicals in highly diluted aqueous form.
Application devices that apply chemicals at higher concentrations have existed for some time but have not been widely adopted. 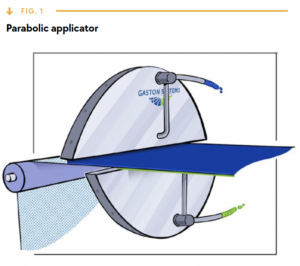 They can encompass various types of spray systems or kiss-roll units. These systems typically operate on the principle of increasing chemical concentrations while reducing water usage. Nevertheless, they inherently introduce other challenges, such as nozzle clogging, increased cleaning efforts, difficult process parameter, and poor reproducibility.
They can encompass various types of spray systems or kiss-roll units. These systems typically operate on the principle of increasing chemical concentrations while reducing water usage. Nevertheless, they inherently introduce other challenges, such as nozzle clogging, increased cleaning efforts, difficult process parameter, and poor reproducibility.
Gaston Systems has been pursuing a different approach for over 40 years. With the foam application system CFS by Navis TubeTex, chemicals are converted to foam and applied to textile and other material webs. The foam’s water content is so low that the application rate ranges from 5–15% concerning the dry weight of the fabric instead of the typical 80% with padders. The extensive surface area of the foam ensures optimal distribution onto and into the material. Considering the current energy prices, the approach offers substantial cost-saving potential. This is, of course, accompanied by a significant reduction in the CO2 footprint
Foam application system CFS
Gaston Systems’s Chemical Foam System (CFS) is an elegant and effective way means to significantly reduce energy consumption in drying processes. Simultaneously, the system offers process flexibility. Besides foam application for finishing processes, it can also handle coatings, dyeing, and various surface effects. The user can precisely determine whether foam should be applied, whether for surface application or impregnation deep into the core of the fabric.
In contrast to other foam systems where users often need to source an application device separately, which may not seamlessly integrate with the overall system, the CFS is an all-encompassing system comprising the generator, applicator, and control panel. This ensures absolute repeatability under all
process conditions.
Further savings arise from the capability to apply foams on one side only. This can be useful for applications like water-repellent finishing or pre-treatment for digital printing, allowing for easy savings of 50% or more of the usual chemical quantities.
 Principle Foam is a mixture of air and liquid. This mixture leads to a maximum enlargement of the surface area of the chemical, which serves as the liquid component of the mixture. The remarkable feature of the CFS is the production of very small foam bubbles, often referred to as microbubbles. The foam is maintained at a precisely defined pressure within the applicator ensuring that it retains its bubble size and consistency until it exits the applicator and is applied to the fabric. This ensures that the chemicals are applied in a precise, reproducible quantity.
Principle Foam is a mixture of air and liquid. This mixture leads to a maximum enlargement of the surface area of the chemical, which serves as the liquid component of the mixture. The remarkable feature of the CFS is the production of very small foam bubbles, often referred to as microbubbles. The foam is maintained at a precisely defined pressure within the applicator ensuring that it retains its bubble size and consistency until it exits the applicator and is applied to the fabric. This ensures that the chemicals are applied in a precise, reproducible quantity.
During this process, the flow of liquid, the volume of air, and the foam pressure are continuously monitored and adjusted. The air content in the foam can be adjusted as a process parameter, with a mixing ratio of up to 1:100 possible. This means that from 1 l of liquid chemical, it is possible to produce 100 l of foam.
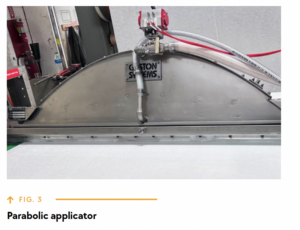 The parabolic shape of the applicator (Fig. 3) guarantees an absolute uniform application quality and quantity. In fact, fabric speeds of up to 900 m/min have already been achieved. Because chemicals are applied in very low liquid volumes, migration issues are eliminated. Unlike padders, the actual application quantity on the fabric is solely determined by the selected process parameters. It is not influenced by the fabric itself or its structure or fiber type as is the case with padder systems.
The parabolic shape of the applicator (Fig. 3) guarantees an absolute uniform application quality and quantity. In fact, fabric speeds of up to 900 m/min have already been achieved. Because chemicals are applied in very low liquid volumes, migration issues are eliminated. Unlike padders, the actual application quantity on the fabric is solely determined by the selected process parameters. It is not influenced by the fabric itself or its structure or fiber type as is the case with padder systems.
Details about drying process
Foam application, compared to other application methods, is a cost-effective approach for applying chemicals. Below, a comparison between a traditional dip/squeeze method and the Gaston Systems Parabolic Foam Application method is shown.
A foam applicator for 2-sided foam application is installed atthe entry of a stenter frame.
In the assessment, 3 areas of cost savings are considered:
1. Reduction in fuel consumption
2. Increase in production speed
3. Reduction in Chemical and water consumption.
Fuel consumption and comparison of speed
A proprietary dryer simulation software is employed. The drying process under consideration is based on the above-mentioned process data. The outcome of this model provides information on fabric treatment and the associated fuel consumption. The energy transfer within the simulation is designed to accurately represent current machine performance.
Benchmark
Based on the provided process data, a production speed of 48 m/min with a 6-zone stenter frame operating at a drying temperature of 185 degreesC was expected. The speed in the model aligns with practical observations.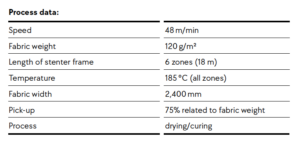
The chemical application rate – using a padder – is set at 75% concerning the dry weight of the fabric. The calculated model predicts dry fabric in the 5th zone. In the subsequent 6th zone, the fabric is further heated to 168 degrees C. The fuel consumption is estimated at 1,140 kW.
Predicted cases
The use of a Gaston Systems foam application system allows for a minimal water usage while still achieving the desired chemical properties. An application rate of 12% is set because it represents the lower end for treatments on a stenter frame. Based on the same drying data presented earlier, in this scenario the material speed increases by 132% to 110 m/min. The fuel consumption is reduced to 890 kW.
Ultimately, only 5 zones of the stenter frame are needed. In the table, this corresponds to the case 2. With a daily production quantity of 30,000 m and a gas price of €0.09/kWh, there is a potential annual cost saving of nearly €100,000. Furthermore, the model has been adjusted to account for lower speeds with speed now serving as the pacesetter for the process rather than the drying and curing process conditions. In cases 3 and 4 in the table, the speeds are 88 and 66 m/min, respectively.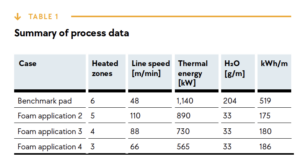
Chemical consumption
The Gaston Systems foam application system applies chemicals individually to the front and back of the fabric. In cases where treatment is necessary on one side only, the potential for chemical savings is 50% compared to a traditional dip/ squeeze method using a padder. Additionally, the system applies chemicals based on process specifications. With padders, the application quantity is influenced by the fiber type and fabric weight. It is not solely the squeeze pressure that matters. In contrast, with the foam application system, an exact amount in g/m2 is applied regardless of the substrate. If the required application quantity of chemicals remains constant regardless of material weight, the mixing ratio and application quantity at the foam device remain constant.
Tailing/bath exhaustion
Foam application systems do not require additional dosing systems to address potential tailing issues. Many processes necessitate strengthening factors for chemicals to prevent tailing. Calculating precise amounts in such cases can be challenging, and overdosing occurs.
Foam application systems apply the exact application quantity directly to the fabric. There is no risk of contamination or alteration of the initial concentration of the chemical solution.
Cleaning of the system
The foam generator has a liquid volume of approx. 20 l of foam. With a mixing ration (liquid to air) of 1:10, this corresponds to a mere 2 liters of chemicals. As mentioned earlier, higher mixing ratios are possible further reducing chemical waste. For system cleaning, there are pre-programmed cycles that use water and foam to clean the system quickly. During this process, a “clean” foam, which contains no chemicals except the foaming agent, is used to flush the chemical foam out of the system. In contrast, many types of padders have a liquor volume of 200 liters or more.
Summary
When considering energy efficiency, the choice of the application system can have a significant impact. Therefore, in an energy assessment, a stenter frame or any dryer should always be viewed in conjunction with the upstream application system. The use of a foam application system can reduce energy consumption while simultaneously increasing production speed. This, in turn, can lead to the use of smaller machines or higher production speeds. When comparing the benchmark to case 2 in the examples provided, it becomes evident that with one fewer zone on the stenter frame, the speed can be increased by a factor of 2.3 times while simultaneously reducing energy consumption by 22%.
It is important to note that the choice between increasing speed or achieving a greater reduction in energy consumption can be tailored to specific needs. As shown in cases 3 and 4, there is a focus on more substantial reduction in energy consumption. In case 4, energy consumption is lowered by over 50%, even as the speed is increased by 37.5%. Significantly, it important to know using foam drastically reduces water usage. Finally, the enhanced flexibility in application technology that comes with the system should be emphasized. Users can decide precisely where on the fabric they want to apply the chemicals. The application can be 1-sided or 2-sided, and even different chemicals can be applied to the 2 sides of the fabric on one single pass.
In particular, 1-sided application offers additional potential for savings due to the reduced quantity of chemicals used and the overall lower application quantity. NB: Gaston Systems is now a division of the Navis TubeTex. https://www.textiletechnology.net/epaper/
David G. Russell,Thomas Scheurenberg
Navis TubeTex,
Lexington, NC/USA